工藝流程
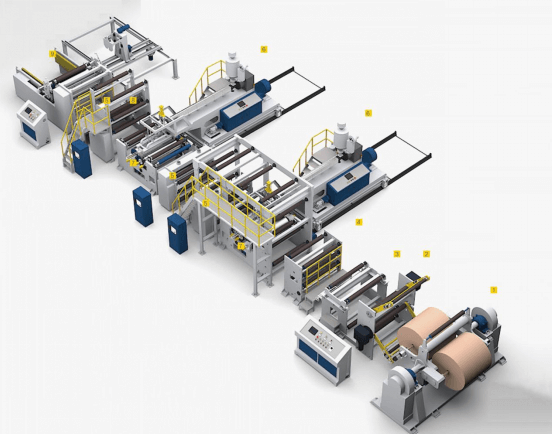
PLC系統(tǒng)中新增了一個程序,使主機(jī)和牽引機(jī)構(gòu)可以聯(lián)動,。磨合期間,,設(shè)備會自動記錄所用原料的螺桿轉(zhuǎn)速和牽引轉(zhuǎn)速的數(shù)值比例,磨合期后則可自動計(jì)算不同設(shè)備速度下所適應(yīng)的淋膜厚度,,并轉(zhuǎn)入自動模式,。自動模式下,不論在收卷,、放卷時設(shè)備速度如何升降,,淋膜厚度永遠(yuǎn)保持一致。
如果單面淋膜后返回再淋另一邊,會不可避免地導(dǎo)致張力發(fā)生變化,,造成紙張的浪費(fèi)(紙張是不可回收的,,必須在生產(chǎn)過程中嚴(yán)格控制)。而這臺設(shè)備可以一次性實(shí)現(xiàn)雙面淋膜,,避免損耗的同時提高生產(chǎn)效率,。
高速淋膜的氣脹軸內(nèi)徑最小為6英寸,工人幾乎是無法抬動的,,因此我們設(shè)計(jì)了全自動的拔軸裝置,,降低工人勞動強(qiáng)度。
設(shè)備的生產(chǎn)速度太快,,幾乎8分鐘就可以用完一整卷紙材,,需要自動接紙裝置和無軸放料機(jī)構(gòu)高度配合,進(jìn)行對紙卷的快速更換,。
PLC系統(tǒng)通過閉環(huán)式的控制模式,,實(shí)現(xiàn)對張力的恒定控制。
主放卷過后,,必須經(jīng)過自動糾偏裝置,,以確保收卷的整齊。糾偏裝置的選擇,,如光電糾偏,、紅外線糾偏等,需根據(jù)基材的不同來確定,。
產(chǎn)品參數(shù)
|
型號 |
BJLM1300/100×2 |
BJLM1600/105×2 |
|
螺桿直徑 |
φ100 mm |
φ105 mm |
|
螺桿長徑比 |
33:1 |
33:1 |
|
成品寬度 |
600-1200mm |
800-1500mm |
|
淋膜厚度 |
0.01-0.10 mm |
0.01-0.10 mm |
|
使用樹脂(涂復(fù)級) |
LDPE,、LLDPE、PP,、EVA,、EAA |
LDPE、LLDPE,、PP,、EVA、EAA |
|
機(jī)械設(shè)計(jì)線速 |
210 m/min |
210 m/min |
|
最大擠出量 |
300kg/h |
330kg/h |
|
主電機(jī)功率 |
45 kw |
55 kw |
|
總功率 |
155kw |
180kw |
|
主放卷直徑 |
≤φ1500 mm |
≤φ1500 mm |
|
收卷直徑 |
≤φ1300 mm |
≤φ1300 mm |
|
重量 |
15000kg |
17000kg |
|
外形尺寸 |
15000×8000×3200 mm |
15000×10000×3200 mm |
|
電 源 |
380V/3P/4L/50Hz |
380V/3P/4L/50Hz |
如果您對報價或合作有任何疑問,,請隨時通過以下電子郵件與我們聯(lián)系[email protected]或使用以下查詢表格,。 我們的銷售代表將在24小時內(nèi)與您聯(lián)系。 感謝你對我們產(chǎn)品感興趣,。
 English
English русский
русский ???????
??????? Espa?ol
Espa?ol Português
Português fran?ais
fran?ais Deutsch
Deutsch 日本語
日本語 Italia
Italia Netherlands
Netherlands ??
??